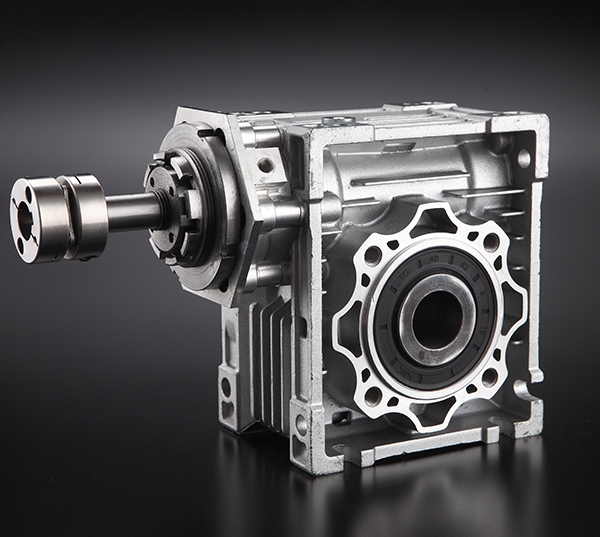
專業高精密蝸輪蝸桿制造商
IT4—IT7級精度/雙導程/各類齒形/國標、英標/微側隙
全國服務熱線 0757-82660983

文章出處:行業動態 責任編輯:尚為傳動 閱讀量:- 發表時間:2020-03-07
在數控車床上快速車削蝸桿和大導程螺紋的方法有三大特點:
1.減小了普通車床上車削蝸桿對工人的操作技能和技巧。
2.解決了數控車床不能車削大導程的蝸桿和螺紋。
3.充分利用了數控車床的精度高和定位準的特點,突破了傳統的選擇蝸桿車刀的習慣,將刀具的刀尖角選得小于齒形角,車削時防止了三個刀刃同時參加切削,排屑順利,減小了切削力,使用硬質合金車刀,高速切削蝸桿和大導程螺紋成為現實。
粗車和精車的蝸桿大約需要20分鐘左右的時間,生產效率有了較大的提高,是普通車床的10倍左右。

(尚為蝸桿)
注意事項:
1. 要求有編輯和修改宏程序、準備車刀和安裝工件的能力。
2. 用硬質合金車刀車削梯形螺紋,不能選用過高的主軸轉速,應考慮車床的承受能力。
3. 如果被切削的工件直徑較小,車削時的線速度較低,車削出齒側的表面粗糙度只能達到Ra3.2左右。當車削較小直徑的工件時,可在數控車床上粗車,留下較小的精車余量,然后選用高速鋼車刀低速精車來解決工件的表面粗糙度。
關注尚為傳動公眾號了解更多精彩內容



手機號碼:13929991596
固定電話:0757-82660983
傳真號碼:0757-82660989
郵箱:32727126@qq.com
地址:廣東省佛山市禪城區張槎街道大江聯勝工業區6路9號
在線咨詢版權所有 佛山市尚為傳動科技有限公司 備案號:粵ICP備17120660號-1 . 保留所有權利. 技術支持 深度網